
0 Preface
This article refers to the address: http://
In the automotive manufacturing industry, the body welding production line is a key production line, which determines the production capacity, product quality and product diversification of the body welding workshop and the entire enterprise. Guangzhou Honda Automobile Co., Ltd. has an annual production line of 240,000 cars. The automatic welding production line is a continuous assembly line. There are 5 automatic stations on the whole line: body floor transfer station, body parts pre-assembly station, automatic welding station, body unloader. Bit and body clamp switching station. The automatic production line fully adopts the MP920 servo system of Yaskawa, Japan, which greatly improves the positioning accuracy of the fixture and the flexibility of the production line.
This paper introduces the servo system in the production line from the hardware architecture, control principle, control program design and system debugging of MP920 servo system, and studies the application of servo control system in flexible automated production line.
1 servo system hardware configuration
Considering the large amount of information processing of the system, in order to reduce the information processing burden of the PLC and improve the independence of the controller, the system adopts a layered architecture, the first layer is the main control PLC, and the second layer is the servo controller. A fieldbus is used to communicate between the two control layers. The overall system hardware configuration is shown in Figure 1.
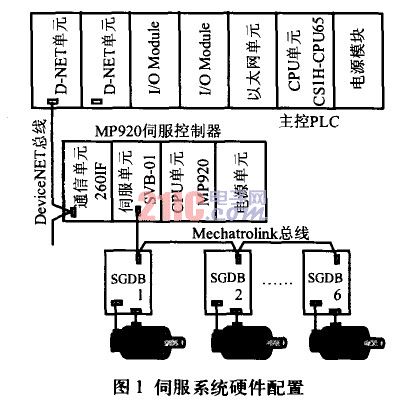
The main control PLC is the logic processing center of the whole production line. On the one hand, it coordinates the control of various equipments on the site according to the process sequence requirements. On the other hand, the upper layer monitoring equipment sends the production and equipment status information in real time. The main control PLC selects CS1H of OMRON company. CPU65 type PLC system. The servo system adopts the MP920 servo system of Yaskawa Electric Corporation of Japan. The servo system consists of a servo controller, a servo drive and a servo motor. The servo controller is the motion control core of the entire production line, and the servo motor is controlled to accurately move according to the process requirements. The status information of the servo system is also fed back to the master PLC via the fieldbus DeviceNet. The servo controller uses the MP920 programmable controller exclusively for controlling the linear servo motor system. Servo drive selects Σ series SGDB type servo drive, servo motor selects Σ series SGM type servo motor. Three sets of MP920 systems were used in the body automatic welding production line to control 18 servo motors.
2 MP920 controller works
2.1 MP920 controller composition
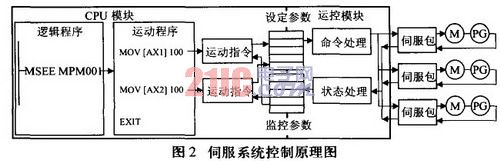
In the MP920 system, the CPU module (MP920) mainly functions as data processing (logical processing and motion processing), and sends motion instructions to the motion control unit (SVB-01), and further processing according to the feedback information. The motion control unit mainly performs command processing and motion state processing. Each unit can control up to 14 axes individually through the Mechatrolink bus. This unit can perform parameter setting in advance, perform motion control according to the instruction sent by the CPU, and feed back various parameters during the motion to the CPU unit. The DeviceNet communication unit (260IF) exchanges data with the main control PLC through the Device-Net protocol to perform collaborative work and complete the control of the entire line.
2.2 MP920 controller parameter setting
There are three types of parameters inside the motion control unit: fixed parameters, set parameters and monitoring parameters. The fixed parameters include fixed data such as motor parameters, servo drive parameters, encoder parameters, etc. The set parameters are used to provide servo control commands to the servo drive, which can be changed in real time while the system is running; the monitoring parameters are fed back by the encoder connected to the servo motor. The motor motion status data to the motion control unit can be used as a reference in motion programs and logic programs. The control of the motion control unit by the CPU unit is established by the correspondence of the parameters of the I/O port and the motion control unit. In order to establish such a connection, the output I/O port of the CPU unit must be assigned to the setting parameters of the motion unit, and the monitoring parameters assigned to the motion unit by the I/O port are input. The CPU unit reads the monitoring parameters into the memory during the I/O refresh, and writes the servo control commands to the setting parameters of the motion control unit to implement the control of the motion control unit. The control principle of the servo system is shown in Figure 2.
2.3 MP920 control program design
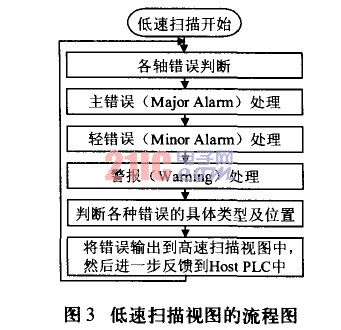
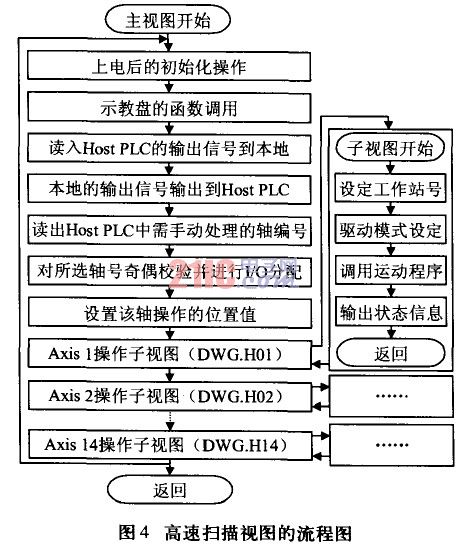
The MP920 servo controller is controlled by cyclically scanning the user program, which consists of views, functions, and motion programs. The views and functions are mainly used to complete the sequential logic control, and the motion program is used for the motion control of the motor. In order to save system resources, the view is divided into high-speed scanning program and low-speed scanning program. The scanning period of high-speed scanning program is very short, about 0.4ms. It is used to process real-time servo control tasks, which is the main body of the whole program. The motion program is called to achieve precise control of the motor; the low-speed scan view scan period is much lower than the high-speed scan view, and is used in the program system to handle errors and alarms with lower real-time requirements.
The servo system control program uses modular programming, each designed for high-speed scan views, low-speed scan views, and motion control programs for different applications. After the system is powered on, the CPU starts two independent scanning processes of high-speed scanning and low-speed scanning at the same time, and calls the motion program to perform motion control during high-speed scanning. The flow of the low speed and high speed scan views are shown in Figures 3 and 4, respectively.
3 debugging results analysis
The servo system adjusts the parameters of the speed loop gain, speed loop integral time constant, position loop gain and torque command filter time constant of the main adjustment system. Usually follow these steps:
In the first step, the position loop gain is set lower, and the speed loop gain is gradually increased in the range where no noise or vibration occurs.
In the second step, the speed loop gain value set in the first step is slightly reduced, and the position loop gain is gradually increased in the range where the system does not occur in the overshoot or vibration.
In the third step, the speed loop integral time constant is set according to the positioning adjustment time, the vibration of the mechanical system, and the like.
In the fourth step, if the mechanical system is distorted, the torque command filtering time constant is appropriately increased.
Finally, observe the system response and fine tune each parameter to optimize the parameters.
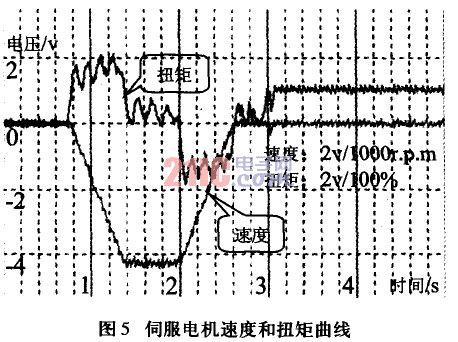
Figure 5 is a speed curve and torque curve of a servo motor. As can be seen from the figure, the first stage of the motor speed control, the motor speed response is very fast, the process of increasing the speed from 0 to 2000r / m is very stable. In the second stage, the motor is torque controlled. The rated torque of the motor increased from 0 to 50%, and there is no large fluctuation. It shows that it is feasible to debug according to this method, which can fully meet the needs of automated production lines.
4 Conclusion
In actual production, the servo system of the automatic welding production line runs stably and reliably, meets the needs of high-quality car body welding process, and plays a decisive role for Guangzhou Honda's annual production of 240,000 cars. The servo system has smooth motion and fast positioning speed, which makes the rhythm of the whole production line controlled at 45 and 7 seconds, and maximizes the mechanical efficiency. The success of the system lies in the system design using a layered architecture and a combination of logic control and motion control. With the rapid development of China's auto industry, especially the requirements for body quality, output and cost, the servo system will be widely used in auto body welding production lines.
YAXING utilize custom designed production processes for coating glass fabric and Kevlar fabric.PTFE coated glass fabric combines the properties of PTFE with the mechanical strength of glass cloth.
Properties:
·Outstanding temperature resistance
(from -170°C to +260°C)
·Excellent chemical resistance
·Superior non-stick surface, easy to clean
·High dielectric strength
·Dimensional stability
·Resistance to UV, IR and HF
·Non-toxic


PTFE Oven Liner,Fiber Glass Fabric,High Temperature Fabric Cloth, PTFE Coated Fiberglass Fabric
TAIZHOU YAXING PLASTIC INDUSTRY CO., LTD , http://www.yaxingptfe.com